
因應時代技術的發展與行業競爭愈加激烈,對產品精度的要求不斷提高,生產成本的控制漸漸成了利潤來源,為節省人力與時間成本,快速精準的滾刀模切方式,已成為相關行業人士的青睞,隨着購買滾刀設備的人數不斷的增多,市場出現兩極反應,導致現行業專業性不足,所以弘騰生技建立一套專業完善的代工服務系統。
在模切行業哩,大家比較而熟能詳大多屬於木板模切,而滾刀方式也屬模切機的一種,大致可分為2座、3座、5座、7座等系列,滾刀模切是通過刀刃與墊輥擠壓材料達到模切的方式;墊輥是一個表面光滑而又堅硬的圓柱體軸,圓刀加工則是在一個工藝過程中完成對多層材料的複合與加工的模切方法。
滾刀模切全稱爲“多工位輪轉模切”從多工位圓刀機張力控制系統來看,一般是採用全自動張力控制,通過預先設定的數值,自動計算收放料軸卷徑大小,及時計算扭力,從而保證張力穩定。此系統優點在於材料不需要多次纏繞、減少材料刮傷、變形…等等
滾刀模切為”裁切”工藝,前後可加掛其他功能機座,實現自動清除廢料,詳細介紹在多層膜切
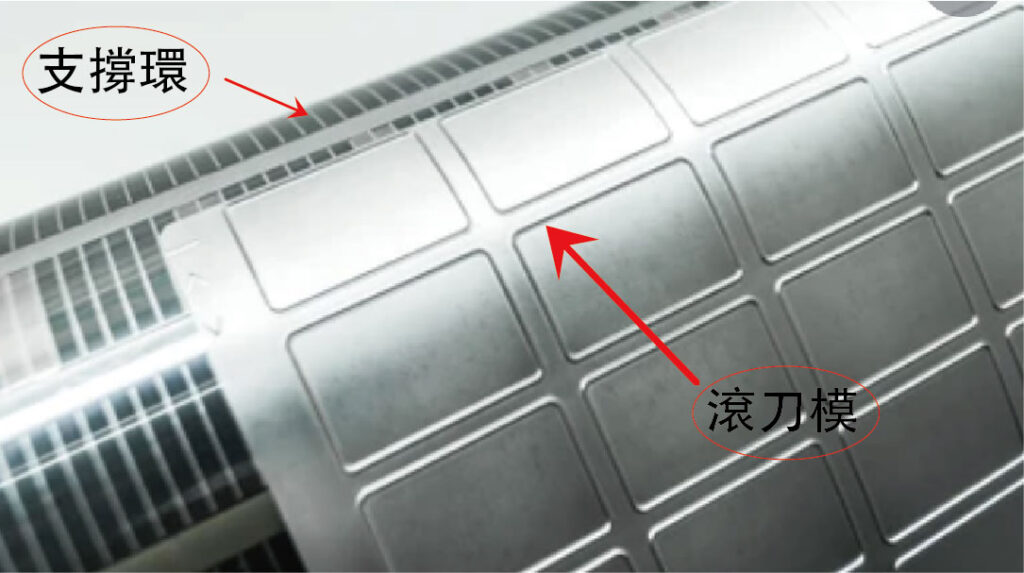
滾刀模切刀模本體大致分為6大部分
- 滾刀模具:依照指定的形狀,切分材料。
- 凹槽滾軸:作為重要輔助模具,確保材料通過時有足夠的空間。
- 加壓軸:壓合在模具上面,可依照料特性適度加壓。
- 動力底軸:連結伺服器馬達,以此帶動其他軸承運轉達到模切效果。
- 活動進料軸:當收放料軸長度不夠用時,可在設備上添加活動進料軸。
滾刀模切的優點
- 效率極高,生產速度快,節省人力成本。
- 如有較複雜的工藝可清除斷點餘料。
- 迎合數量較多訂單,可在時效內達成需求。
- 施作空間較小,可規劃更好的空間利用率。
- 可利用吹氣或吸氣將廢料自動清除,成品出貨。
滾刀模切的缺點
- 機械固定成本較高,零組件多,維護成本隨之拉升
- 精密度相較於平刀模切略遜一籌
- 模具費用較高
